Die Magnabend plaatmetaal rem Geslote Clampbar
Die gleufklemstaaf is een van verskeie innovasies wat vir die Magnabend-plaatmetaalvoumasjien ontwikkel is.
Dit maak voorsiening vir die buiging van vlak bokse en bakke sonder die behoefte aan verstelbare “vingers”.
Die gedeeltes tussen die gleuwe van hierdie klemstang is die ekwivalent van die verstelbare vingers van 'n konvensionele panremmasjien, maar met die Magnabend-klemstaaf hoef hulle nooit verstel te word nie, want die ontwerp maak voorsiening vir alle groottes!
Hierdie innovasie het voortgespruit uit die volgende waarnemings:-
Eerstens is opgemerk dat dit nie nodig is om 'n deurlopende buigrand te hê nie, want buigings sal oor redelike gapings wat tussen die vingers gelaat word met geen merkbare effek op die buiging dra nie, mits die vingers goed in lyn is, en hulle altyd goed in lyn is op die gleuf. klemstang omdat dit vaste "vingers" het.
Tweedens is besef dat deur noukeurige rangskikking van die gleuwe dit moontlik is om voorsiening te maak vir 'n oneindig gegradeerde stel groottes tot byna die volle lengte van die klemstang.
Derdens is opgemerk dat die vind van die optimum posisies vir die gleuwe NIE 'n onbenullige probleem was nie.
Alhoewel dit triviaal is as 'n groot aantal gleuwe verskaf word.
Maar die interessante probleem is om die minimum aantal gleuwe te vind wat vir alle groottes sal voorsien.
Daar was blykbaar geen analitiese oplossing vir hierdie probleem nie.Daardie feit het geblyk van belang te wees vir wiskundiges aan die Universiteit van Tasmanië.
Geoptimaliseerde gleufposisies vir 4 Magnabend-modelle:
Die posisies wat in die tabel hieronder getoon word, word vanaf die linkerkant van die klemstang gemeet en is tot by die middel van die gleuwe.
Elke gleuf is 8 mm breed.
Modelbenamings druk die nominale buiglengte van die model uit.Werklike algehele lengtes van elke model is soos volg:
MODEL 650E: 670mm, MODEL 1000E: 1050mm, MODEL 1250E: 1300mm, MODEL 2000E: 2090mm.
Die algehele lengte van die klemstawe, insluitend die vingergrepe aan elke kant: voeg 20 mm by die bogenoemde lengtes.
Die afmeting vir die diepte van die gleuwe word nie op die bostaande tekening getoon nie.Dit is ietwat opsioneel, maar 'n diepte van 40 tot 50 mm word voorgestel.
| Slot nr. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 |
| Model 650E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 265 | 345 | 475 | 535 | 555 | 575 | 595 | 615 | ||||||||||||||||
| Model 1000E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 385 | 445 | 525 | 695 | 755 | 835 | 915 | 935 | 955 | 975 | 995 | ||||||||||||
| Model 1250E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 345 | 465 | 505 | 675 | 755 | 905 | 985 | 1065 | 1125 | 1165 | 1185 | 1205 | 1225 | 1245 | |||||||||
| Model 2000E | 55 | 75 | 95 | 115 | 135 | 155 | 175 | 265 | 435 | 455 | 555 | 625 | 705 | 795 | 945 | 1035 | 1195 | 1225 | 1245 | 1295 | 1445 | 1535 | 1665 | 1695 | 1765 | 1795 | 1845 | 1955 | 1985 | 2005 | 2025 |
VORM BAKBAKKE DEUR DIE SLUITKLEMBRAAT GEBRUIK
Die gleufklemstaaf, wanneer dit voorsien word, is ideaal om vlak bakkies en panne vinnig en akkuraat te maak.
Die voordele van die gleufklemstaaf bo die stel kort klemstawe vir die maak van bakkies is dat die buigrand outomaties met die res van die masjien in lyn gebring word, en die klembalk lig outomaties om die in- of verwydering van die werkstuk te vergemaklik.Nietemin, die kort klemstawe kan gebruik word om bakkies van onbeperkte diepte te vorm, en is natuurlik beter om komplekse vorms te maak.
In gebruik is die gleuwe gelykstaande aan gapings wat tussen die vingers van 'n konvensionele boks- en panvoumasjien gelaat word.Die breedte van die gleuwe is sodanig dat enige twee gleuwe in bakkies oor 'n groottereeks van 10 mm sal pas, en die aantal en liggings van die gleuwe is sodanig dat daar vir alle groottes van die skinkbord altyd twee gleuwe gevind kan word wat dit pas. .
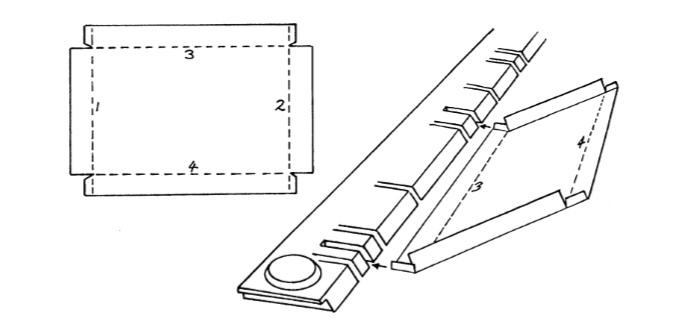
Om 'n vlak skinkbord op te vou:
Vou die eerste twee teenoorstaande kante en die hoekoortjies op met die gleufklemstaaf, maar ignoreer die teenwoordigheid van die gleuwe.Hierdie gleuwe sal geen sigbare effek op die voltooide voue hê nie.
Kies nou twee gleuwe waartussen om die oorblywende twee kante op te vou.Dit is eintlik baie maklik en verbasend vinnig.Stel net die linkerkant van die gedeeltelik vervaardigde skinkbord in lyn met die gleuf aan die linkerkant en kyk of daar 'n gleuf is vir die regterkant om in te druk;indien nie, skuif die skinkbord saam totdat die linkerkant by die volgende gleuf is en probeer weer.Tipies neem dit ongeveer 4 sulke probeerslae om twee geskikte gleuwe te vind.
Laastens, met die rand van die skinkbord onder die klemstang en tussen die twee gekose gleuwe, vou die oorblywende kante op.Die voorheen gevormde sye gaan in die geselekteerde gleuwe soos die finale voue voltooi is.

Die voordele van die gleufklemstaaf bo die stel kort klemstawe vir die maak van bakkies is dat die buigrand outomaties met die res van die masjien in lyn gebring word, en die klembalk lig outomaties om die in- of verwydering van die werkstuk te vergemaklik.(Nietemin, die kort klemstawe kan gebruik word om bakkies van onbeperkte diepte te vorm, en is natuurlik beter om komplekse vorms te maak.)
In gebruik is die gleuwe gelykstaande aan gapings wat tussen die vingers van 'n konvensionele boks- en panvoumasjien gelaat word.Die breedte van die gleuwe is sodanig dat enige twee gleuwe in bakkies oor 'n groottereeks van 10 mm sal pas, en die aantal en liggings van die gleuwe is sodanig dat daar vir alle groottes van die skinkbord altyd twee gleuwe gevind kan word wat dit pas. .
| Lengte van gesplete klembalk | Pakke model | Vorm bakkies van lengtes | Maksimum bakdiepte |
| 690 mm | 650E | 15 tot 635 mm | 40 mm |
| 1070 mm | 1000E | 15 tot 1015 mm | 40 mm |
| 1320 mm | 1250E, 2000E, 2500E en 3200E | 15 tot 1265 mm | 40 mm |
Om 'n vlak skinkbord op te vou:
Vou die eerste twee teenoorstaande kante en die hoekoortjies op met die gleufklemstaaf, maar ignoreer die teenwoordigheid van die gleuwe.Hierdie gleuwe sal geen sigbare effek op die voltooide voue hê nie.
Kies nou twee gleuwe waartussen om die oorblywende twee kante op te vou.Dit is eintlik baie maklik en verbasend vinnig.Stel net die linkerkant van die gedeeltelik vervaardigde skinkbord in lyn met die linkerkantste gleuf en kyk of daar 'n gleuf is vir die regterkant om in te druk;indien nie, skuif die skinkbord saam totdat die linkerkant by die volgende gleuf is en probeer weer.Tipies neem dit ongeveer 4 sulke probeerslae om twee geskikte gleuwe te vind.
Laastens, met die rand van die skinkbord onder die klemstang en tussen die twee gekose gleuwe, vou die oorblywende kante op.Die voorheen gevormde sye gaan in die geselekteerde gleuwe soos die finale voue voltooi is.
Postyd: 27 Oktober 2021